

1. 方案特色
工廠產線在評估自動化物料移載應用時,常常會遇到一個問題就是”我們產品的種類很多,換線會不會很麻煩",而傳統自動化設備的做法,進行不同尺寸的產品夾取,則需要更換不同行程的夾爪,相對就增加了硬體及換線的時間成本;而EPSON機械手臂伺服夾爪方案,就可以設定不同的夾爪參數,控制夾爪來夾取不同尺寸的產品,解決傳統自動化設計會遇到的困擾。
2. 自動化方案介紹
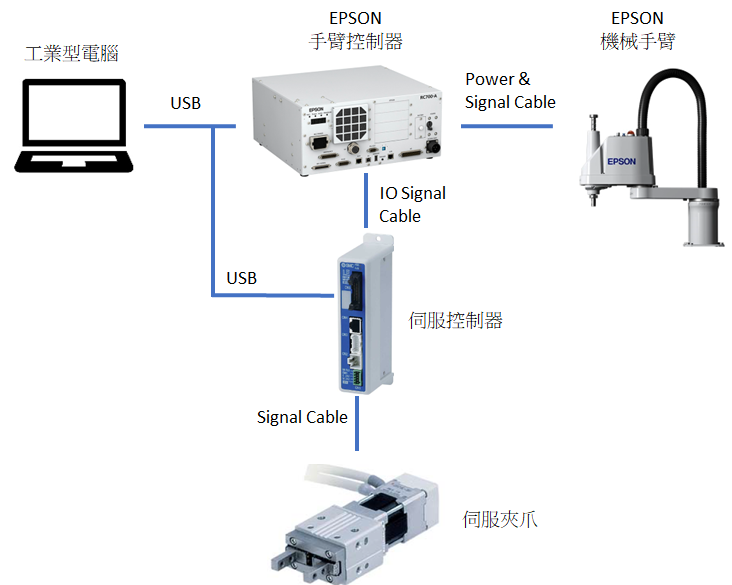
a. 系統整合架構圖:
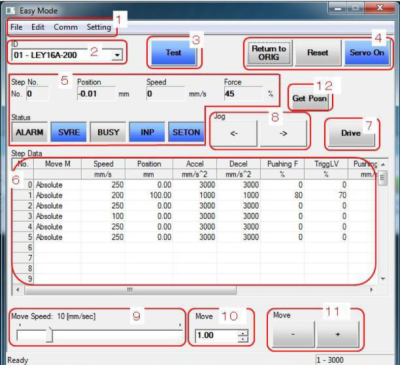
b. 伺服參數設定畫面:
項目 |
功能 |
說明 |
1 |
使用者選單 |
使用者可以存取或是編輯參數 |
2 |
連接控制器資訊 |
顯示目前連線的控制器型號 |
3 |
模式切換按鈕 |
可切換為監控模式及測試模式 |
4 |
伺服功能按鈕 |
可執行回原點/重置錯誤/伺服啟動 |
5 |
狀態顯示 |
可顯示錯誤/伺服中/動作中/到位/原點復歸完成等狀態 |
6 |
步進資料 |
控制器內已儲存的夾爪位置參數資料 |
7 |
移動測試 |
可讓夾爪依照步進資料參數去移動位置 |
8 |
手動步進 |
手動按下箭頭可以讓夾爪進行移動 |
9 |
速度設定 |
可以設定夾爪開合的移動速度 |
10 |
指定距離設定 |
可以設定Move點擊一次移動的距離 |
11 |
指定距離移動 |
手動按下加減讓夾爪依照上面的設定做移動 |
12 |
讀取夾爪位置 |
可以讀取目前位置寫入到步進資料中 |
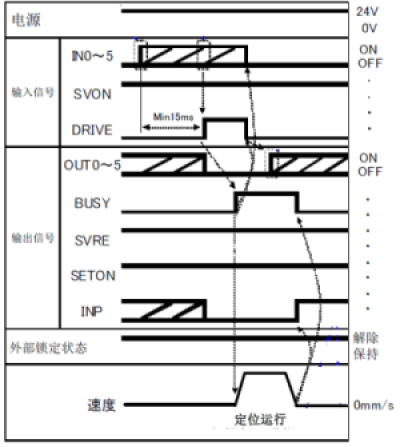
c. 簡易夾爪控制時序說明:
i. 提供伺服啟動(SVON)訊號到夾爪控制器,使夾爪為伺服狀態。
ii. 提供步進資料(IN0~IN5)訊號到夾爪控制器,讀取控制器的參數資料。
iii. 提供夾爪移動(Drive)訊號到夾爪控制器,讓夾爪開始移動。
iv. 夾爪控制器開始進行移動並回饋移動中狀態(BUSY)狀態。
v. 夾爪移動(Drive)關閉後,回饋目前動作的步進資料(OUT1~OUT5)。
vi. 夾爪到達設定好的位置後,移動狀態(BUSY)結束,回饋到位(INP)訊號。
d. 夾爪實際控制範例:
動作說明 |
實際照片 |
產品從輸送帶上一站傳送到手臂前方 |
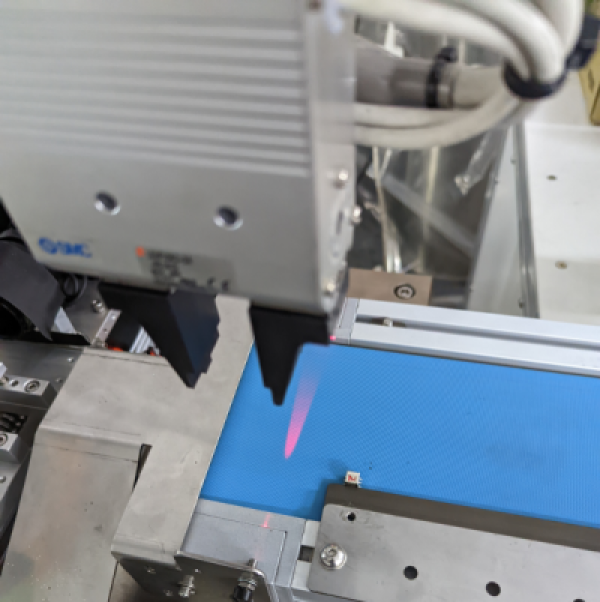 |
產品移動到感測器前方後,將啟動夾取動作 |
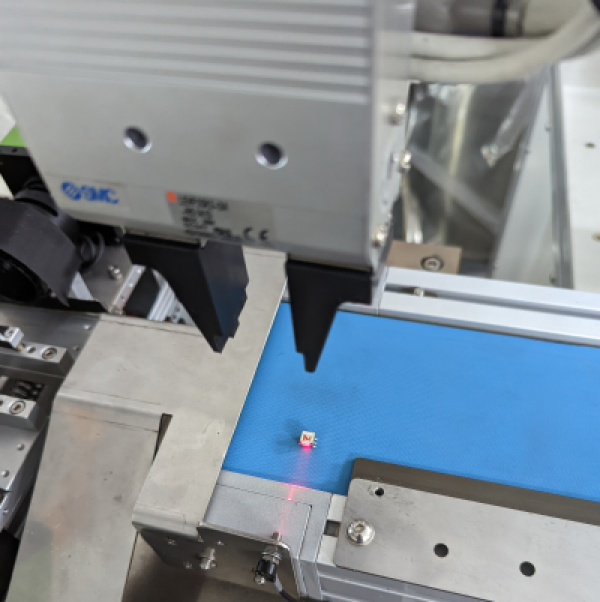 |
控制器會讀取夾爪參數,夾爪就會自行調整到對應的位置做夾取 |
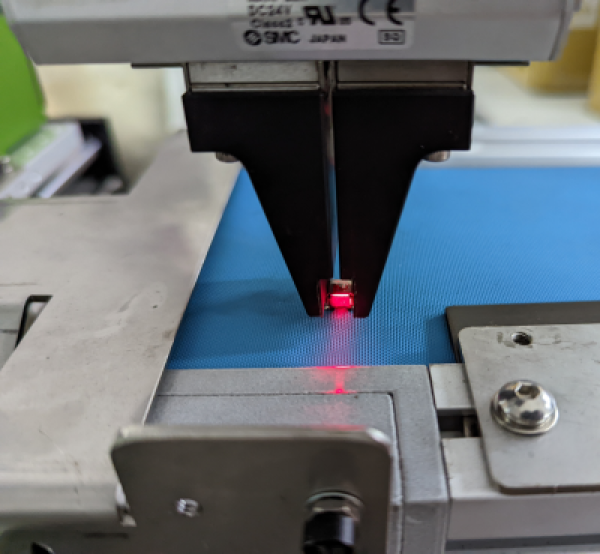 |
移載到視覺辨識區,在依照辨識結果放到對應的位置 |
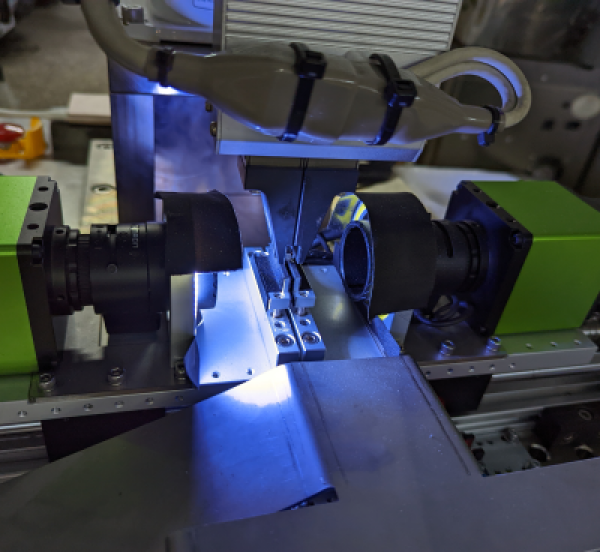 |
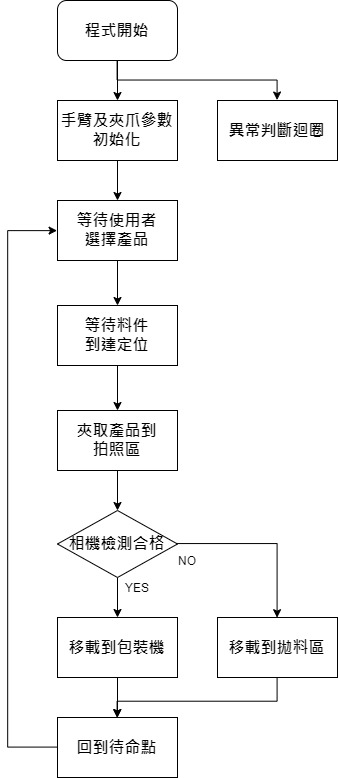
3. 手臂動作架構圖
評論